Quick Facts
Haryana is known as one of the largest producers and exporters of basmati rice in India. The state continues to meet rising global demand with consistent quality and supply. Karnal, Kurukshetra, and Kaithal are a few regions known for the large and quality production of basmati rice in Haryana. It is the state’s fertile alluvial soil and favorable climate that allows it to yield an average of around 3–4 tons per hectare. We at Shree Krishna Exports (Tasty Grain), are located in Haryana and are recognized in the international market as one of the largest basmati rice exporters.
Introduction
India contributes nearly 65% to 70% of the global basmati rice production. It has made us a leading country in this segment and the credit goes to states like Haryana. The state not only focuses on cultivation but they are also using advanced processing techniques along with modern rice mills to meet international standards. Another reason for quality production of basmati rice in Haryana is their skilled farmers who are following both traditional and modern rice production practices.
As the demand from the Middle East, Europe, and North America continues to increase, we at Shree Krishna Exports (Tasty Grain) utilize more refined, automated, and efficient processing systems. Let’s explore how we as a top exporter work on the processing of basmati rice starting from its harvesting to aging and packaging process.
Table of Contents
Harvesting and Post-Harvest Handling
Key points to consider in harvesting and post-harvest handling:
- Basmati rice harvest season usually begins between October and November.
- When harvesting moisture level also matters and it must be around 20–25% to retain grain integrity.
- Post harvesting, the drying process takes place to reduce moisture level to nearly 12% for safe storage and milling.
- Basmati rice manufacturers also use combine harvesters to improve efficiency and reduce manual labor during harvesting.
Cleaning and Dehusking Process
This processing stage is crucial as it helps ensure that only pure and clean grains move forward in the process. It includes:
- Multi-stage cleaning by using pre-cleaners and destoners for removing unwanted materials.
- Dust, stones, and other impurities are eliminated from grains to maintain hygiene standards.
- Dehusking process helps removing around 20% of outer husk from the paddy grain.
- We also use rubber roll shellers to efficiently remove husk from the grains.
Milling and Polishing Techniques
As one of the largest basmati rice exporters, we also ensure that basmati grains we export have enhanced appearance while maintaining its quality at the same time. That is why milling and polishing techniques are used.
- Brown rice is converted into white rice through controlled milling practices.
- Milling recovery is maintained at around 65–70% to obtain optimal output by using this process.
- Whitening and polishing processes are used to improve grain shine and texture but without any compromise on the quality.
- Our professionals take special care during these processes to retain the natural length and quality of grains.
Grading, Sorting, and Quality Control
At Shree Krishna Exports (Tasty Grain), we handle this processing stage with strict attention to detail to ensure that the quality meets the international market expectations.
- Grain length matters a lot in basmati rice production and that is why length is graded between 6.5 mm to 8.5 mm for maintaining uniformity.
- Broken grains are separated so that we can export premium quality basmati grains of uniform length to the global market.
- We also use optical color sorters to remove discolored or defective grains.
- Before proceeding to the next stage, our professionals conduct multiple export quality checks to ensure compliance with international norms.
Aging and Packaging Process
Aging is one of the crucial stages which helps enhance the quality, texture, and aroma of basmati rice grains. It is conducted before final packaging and shipment.
- Depending on the different variants of basmati rice, it is aged for around 6 to 24 months to enhance its cooking performance.
- As this rice is known for its aroma, the natural aroma compounds like 2-acetyl-1-pyrroline are developed during the aging process.
- Moisture levels of rice grains are stabilized to improve grain elongation after cooking.
Once the aging process is completed, final packaging is done for both domestic and international markets. When it comes to packaging, we being one of the largest basmati rice exporters, ensure that we offer it in different packaging while maintaining hygiene so that it can be exported easily.
Conclusion
The processing of basmati rice in Haryana combines traditional knowledge with modern technology in each stage. From harvesting to aging, each step plays an important role in delivering premium-quality rice to consumers worldwide. Haryana’s contribution remains significant due to its excellent basmati cultivation soil and climatic conditions. Being one of the renowned brands, we at Shree Krishna Exports (Tasty Grain) continue to uphold these standards, ensuring every grain reflects purity, aroma, and excellence.
Frequently Asked Questions
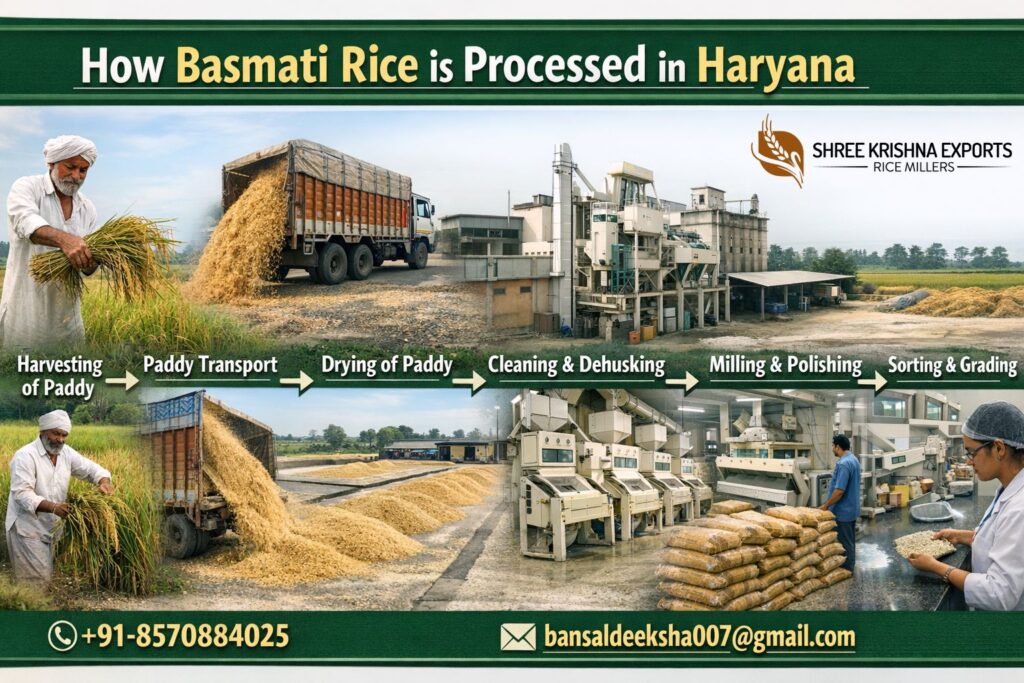
The processing of basmati rice in Haryana requires all these steps to follow:
- Harvesting
- Drying
- Cleaning
- Dehusking
- Milling
- Polishing
- Grading
- Aging
- Packaging
The ideal moisture level for safe storage of basmati rice is around 12%. It helps prevent spoilage and maintain quality.
Aging process helps improve the aroma, texture, and elongation of basmati rice which makes it more desirable for cooking.